服務熱線 13620043019



手機(jī): 13711968020
電(diàn)話(huà):13620043019
傳真:0769-81723478
郵箱:479072515@qq.com
地(dì)址:廣東省東莞市(shì)樟木頭鎮先威路(lù)68号之一塑金(jīn)塑膠商業(yè)中心14棟118室
超聲波是指頻(pín)率超過人(rén)耳聽(tīng)覺上(shàng)限,即大于20000Hz,的(de)一種聲波,它具有(yǒu)方向性好(hǎo)、穿透力強等特點。
超聲波能夠獲取較為(wèi)集中的(de)聲能,現(xiàn)實中常被用于測距、檢測、清洗、焊接、碎石,殺菌等方面,設計(jì)工(gōng)業(yè)、軍事(shì)、醫療等行業(yè)。
而今天要講的(de)超聲波焊接就是一種應用了超聲波特性的(de)先進的(de)連接技(jì)術,這(zhè)項技(jì)術在過去(qù)的(de)幾十年(nián)中得到了廣泛的(de)應用和(hé)發展,它通(tōng)過将高(gāo)頻(pín)振動能量轉化(huà)為(wèi)熱能,将兩個(gè)或多個(gè)材料表面熔合在一起,從(cóng)而實現(xiàn)連接。
超聲波焊接技(jì)術起源于20世紀50年(nián)代,當時(shí)它被用于連接金(jīn)屬薄闆。
随着技(jì)術的(de)不斷發展,超聲波焊接的(de)應用範圍逐漸擴大,涉及塑料、橡膠、陶瓷、玻璃等衆多材料領域。同時(shí),超聲波焊接的(de)技(jì)術和(hé)設備也不斷升級和(hé)完善,提高(gāo)了焊接效率和(hé)穩定性。
超聲波焊接是利用高(gāo)頻(pín)振動波傳遞到兩個(gè)需焊接的(de)物(wù)體(tǐ)表面,在加壓的(de)情況下(xià),使兩個(gè)物(wù)體(tǐ)表面相(xiàng)互摩擦而形成分子(zǐ)層之間(jiān)的(de)熔合。
超聲波每秒振動數十次或數千次。這(zhè)種振動會傳遞到與塑料部件(jiàn)直接接觸的(de)接觸面上(shàng)。由于焊接區(qū)域的(de)邊界具有(yǒu)較大的(de)聲阻抗,因此會産生(shēng)高(gāo)溫。
塑料是一種非常差的(de)熱導體(tǐ),在将塑料的(de)狀态從(cóng)固态變為(wèi)液态之前無法散熱。施加一點壓力,這(zhè)會使兩個(gè)部分融合在一起,一旦超聲波信号停止,零件(jiàn)就會再次變硬。
這(zhè)能讓兩個(gè)部件(jiàn)之間(jiān)形成幹淨且非常堅固的(de)焊縫,焊縫的(de)強度接近(jìn)在注塑成型過程中形成的(de)原材料的(de)強度。
一套超聲波焊接系統的(de)主要組件(jiàn)包括超聲波發生(shēng)器(qì)、換能器(qì)、變幅杆、焊頭三聯組、模具和(hé)機(jī)架。
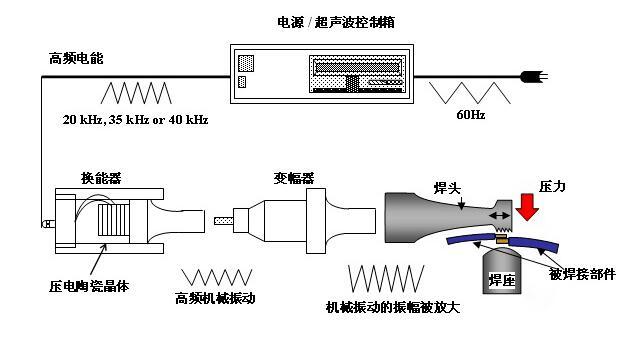
超聲波發生(shēng)器(qì)将低(dī)壓低(dī)頻(pín)電(diàn)能轉化(huà)位高(gāo)壓高(gāo)頻(pín)電(diàn)能,如20KHz,上(shàng)千伏電(diàn)壓,傳輸到換能器(qì),換能器(qì)內(nèi)部有(yǒu)壓電(diàn)式陶瓷,壓電(diàn)效應把電(diàn)能轉換為(wèi)機(jī)械能,即超聲波震動。
超聲波再經過調幅器(qì)和(hé)焊頭,最終傳遞到兩個(gè)焊件(jiàn)的(de)接觸面,在壓力和(hé)溫度的(de)共同作(zuò)用下(xià),通(tōng)過自(zì)由電(diàn)子(zǐ)形成化(huà)學鍵,實現(xiàn)粘結。
超聲塑料焊接的(de)原理(lǐ),存在兩種解釋:
第一種摩擦理(lǐ)論:
即兩種焊材被焊頭和(hé)底模夾持住,在一定的(de)壓力下(xià),焊頭把高(gāo)頻(pín)低(dī)幅的(de)震動傳遞到接觸面,摩擦升溫,實現(xiàn)粘結。
第二種聲阻理(lǐ)論:
聲音(yīn)在一種材料中的(de)傳播速度是固定的(de),當到達接觸面時(shí),A固體(tǐ)-空氣-B固體(tǐ),聲阻發生(shēng)了變化(huà),聲能被轉化(huà)為(wèi)熱量,促使熔點低(dī)的(de)焊材先熔化(huà),在壓力下(xià)形成化(huà)學鍵。
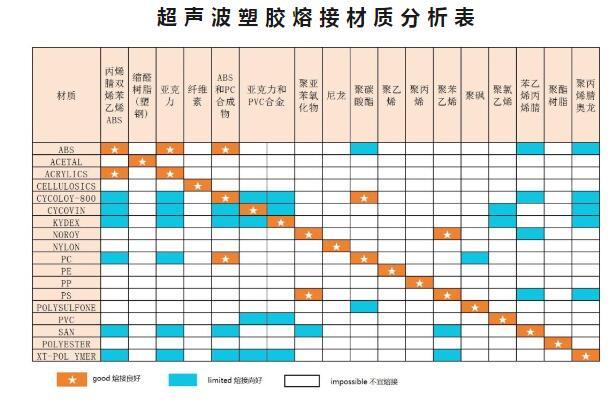
超聲波焊接 · 材料
一般來(lái)說(shuō),像PC、PA、PE、PS、PPE等材料用于超聲波完成焊接是可以的(de)。尤其是ABS、PS這(zhè)兩種焊接效果比較好(hǎo)。
選擇這(zhè)樣的(de)材料不僅美(měi)觀,還(hái)能在後期去(qù)掉很(hěn)多的(de)麻煩,這(zhè)是因為(wèi)超聲波焊接時(shí)需要提高(gāo)振動幅度、加長(cháng)焊接時(shí)間(jiān),材料往往耐磨系數比較低(dī)。

常見超聲波焊接用料
? ABS材料:苯乙烯共聚物(wù),質輕、兼具轫性、剛性、抗沖擊與耐化(huà)學品性,用途廣泛,這(zhè)種材質導熱性佳,适合用超聲波焊接機(jī)焊接。
? PS 材料:聚苯乙烯系塑料,熱塑性樹脂,外(wài)觀是光(guāng)澤透明(míng)的(de)珠狀或粒狀的(de)固體(tǐ),對(duì)水(shuǐ)及化(huà)學物(wù)的(de)抗蝕性強,絕緣性佳,适用于擠出或壓出成形,多用于各種玩(wán)具、裝飾品、盂洗設備、透鏡等的(de)産品使用。材料彈性系數高(gāo),适合用超聲波焊接機(jī)焊接。
? PA材料:材質強轫,耐磨損,摩擦系數極低(dī),耐酸,常用作(zuò)軸承、齒輪、管子(zǐ)、廚房(fáng)用具、毛刷等。用超聲波熔接時(shí),因熔點高(gāo),所需熔接時(shí)間(jiān)長(cháng),熔接前先經烘幹會較易熔接。
? PP材料:聚丙烯成型性好(hǎo),制品表面光(guāng)澤好(hǎo)。聚丙烯最突出的(de)性能就是抗彎曲疲勞性。
? PC材料:耐熱,有(yǒu)絕佳透明(míng)性,拉伸及曲折強度高(gāo),常用于鏡片,如熱管、過濾器(qì)等。因熔接點高(gāo),所需熔接時(shí)間(jiān)長(cháng)。由于材質具吸濕性,熔接前應先烘幹。
? 高(gāo)密度PE材料:比重小(xiǎo),在低(dī)溫及室溫下(xià)富柔曲性,防水(shuǐ)、防蝕、可制成各種顔色。密度越高(gāo)越适合于超聲波熔接。
此外(wài),某些酯酸織維性物(wù)質焊接比較困難,因為(wèi)接受面不容易吸收能量,在超聲波焊接振動時(shí)過熱容易出現(xiàn)局部變色。
超聲波焊接 · 優缺點
優點
?焊接速度快
?焊接強度高(gāo)
?密封性能好(hǎo)
超聲波焊接技(jì)術是傳統焊接/粘合工(gōng)藝的(de)合适替代品。整個(gè)操作(zuò)過程很(hěn)幹淨,因為(wèi)它不使用有(yǒu)害溶劑或膠水(shuǐ),同時(shí)也不會損壞産品。
該技(jì)術在生(shēng)産過程中也易于實施,故障率低(dī),在很(hěn)大程度上(shàng),能有(yǒu)有(yǒu)效地(dì)降低(dī)生(shēng)産成本。
缺點
零件(jiàn)隻能在焊接系統允許的(de)尺寸範圍內(nèi)突出。焊接接頭形式和(hé)尺寸範圍有(yǒu)限。
當塑料件(jiàn)的(de)厚度和(hé)硬度增加時(shí),焊接所需的(de)功率與塑料的(de)參數呈指數增長(cháng)。這(zhè)增加了超聲波焊接機(jī)的(de)制造成本。
如果功率要求過大,音(yīn)響系統的(de)設計(jì)制造和(hé)工(gōng)藝效果會産生(shēng)一系列難以解決的(de)問(wèn)題。因此,該技(jì)術更普遍地(dì)局限于細線、箔片和(hé)片材等薄部件(jiàn)。
該技(jì)術現(xiàn)狀将超聲波焊接系統的(de)接頭形式限制為(wèi)搭接接頭,并受到工(gōng)具頭的(de)限制。
超聲波焊接 · 應用
按照(zhào)行業(yè)劃分,可以用于汽車、電(diàn)子(zǐ)、半導體(tǐ)、紡織,醫療等衆多領域。
超聲波技(jì)術既可以單獨使用,在一些比較複雜(zá)的(de)工(gōng)藝中,也可以和(hé)紅外(wài)等技(jì)術結合使用,可以大幅提高(gāo)工(gōng)作(zuò)效率。
1950 年(nián),超聲波焊接技(jì)術在美(měi)國(guó)發明(míng)誕生(shēng),該技(jì)術作(zuò)為(wèi)一種高(gāo)效塑料制品連接方式在工(gōng)業(yè)上(shàng)能夠縮短産品生(shēng)産時(shí)間(jiān),提高(gāo)産品效益因此受到廣泛應用。随着時(shí)代的(de)發展,超聲波塑焊産品從(cóng)原來(lái)單一的(de)塑料制品逐步發展到塑料、無紡布、包裝、打印耗材、醫療、電(diàn)子(zǐ)、電(diàn)器(qì)、汽車、文(wén)具玩(wán)具、生(shēng)活用品等各個(gè)領域。面對(duì)不同應用市(shì)場(chǎng)的(de)各種需求,超聲波焊接以其快捷、高(gāo)效、清潔和(hé)牢固等特點而著名。
交通(tōng)業(yè):超音(yīn)波可通(tōng)過計(jì)算(suàn)機(jī)程序控制來(lái)實施對(duì)大件(jiàn)和(hé)不規則工(gōng)件(jiàn)的(de)焊接如:保險杠、前後門、燈具、刹車燈等。
随着以塑代鋼的(de)趨勢發展,汽車部件(jiàn)也越來(lái)越多的(de)采用超音(yīn)波焊接。特别是這(zhè)兩年(nián)興起的(de)新能源汽車行業(yè)也開(kāi)始廣泛應用,如電(diàn)池領域等。
家(jiā)電(diàn):通(tōng)過适當的(de)調整可用于:手提日(rì)光(guāng)燈罩,蒸氣熨門、電(diàn)視(shì)機(jī)外(wài)殼、收錄、音(yīn)機(jī)透明(míng)面闆、電(diàn)源整流器(qì)、電(diàn)視(shì)機(jī)殼螺絲固定座、減蚊燈殼、洗衣機(jī)脫水(shuǐ)槽等需要密封、牢固和(hé)美(měi)觀的(de)家(jiā)電(diàn)産品。
包裝:軟管的(de)封口,特殊打包帶的(de)連接。
玩(wán)具業(yè):由于采用了超音(yīn)波技(jì)術使産品清潔、高(gāo)效、牢固,免除使用螺絲、粘合劑、膠水(shuǐ)或其他(tā)輔助品,降低(dī)了生(shēng)産成本,使企業(yè)在市(shì)場(chǎng)的(de)競争力大大增強。
醫療:新冠抗原檢測試劑盒中,卡扣設計(jì)的(de)試劑卡上(shàng)下(xià)塑料片的(de)開(kāi)模成本高(gāo)。使用超聲波焊接可以在确保焊接密封一緻性以及試劑卡的(de)測試性能的(de)前提下(xià),幫助制造商以盡可能快的(de)速度完成裝配。
超聲波焊接 · 問(wèn)題與解決
問(wèn)題:超聲波焊接後,內(nèi)部零件(jiàn)破壞
解決:靠超聲波塑料焊接機(jī)本身(shēn)的(de)水(shuǐ)平螺絲,或貼較薄的(de)膠帶或鋁箔來(lái)克服
一般認為(wèi)超聲波塑料焊接機(jī)作(zuò)業(yè)時(shí),産品與模具表面隻要接觸準确就可以得到理(lǐ)想的(de)熔接效果,但(dàn)實際上(shàng)超聲波既然是摩擦振動,就會産生(shēng)音(yīn)波傳導的(de)現(xiàn)象。
另一方面上(shàng)模輸出的(de)能量,每一點都(dōu)有(yǒu)其誤差值,并非整個(gè)面發出的(de)能量都(dōu)相(xiàng)同。就這(zhè)整體(tǐ)而言,勢必産生(shēng)産品熔接線熔接程度的(de)差異。
?提早超聲波發振時(shí)間(jiān)(避免接觸發振)
?降低(dī)壓力、減少超聲波焊接時(shí)間(jiān)(降低(dī)強度标準)
?減少機(jī)台功率段數或小(xiǎo)功率機(jī)台
?降低(dī)超聲波模具擴大比
?底模受力處墊緩沖橡膠
?底模與制品避免懸空或間(jiān)隙
?上(shàng)模掏孔後重測頻(pín)率
?上(shàng)模掏孔後貼上(shàng)富彈性材料(如矽利康)
問(wèn)題:超聲波焊接後,發現(xiàn)産品尺寸不穩定怎麽調
解決:
?增加熔接安全系數(依序由熔接時(shí)間(jiān)、壓力、功率)。
?檢查超聲波上(shàng)模輸出能量是否足夠(不足時(shí)增加段數)。
?檢查模具定位與産品承受力是否穩合。
?修改超聲波導熔線。
問(wèn)題:超聲波焊接後,産品發現(xiàn)毛邊或溢料
解決:
?降低(dī)壓力、減少超聲波焊接時(shí)間(jiān)(降低(dī)強度标準)。
?減少機(jī)台功率段數或小(xiǎo)功率機(jī)台。
?降低(dī)超聲波模具擴大比。
?使用超聲波機(jī)台微(wēi)調定位固定。
?修改超聲波導熔線。
問(wèn)題:塑料産品材質配合不當
解決:每一種塑料材質的(de)熔點各有(yǒu)不同,例如ABS塑料材質的(de)熔點約115℃,耐隆約175℃,PC在145℃以上(shàng),PE約85℃為(wèi)例:ABS與PE二種材質的(de)熔點差距太大,超聲波焊接勢必困難。而ABS與PC兩種材質,亦有(yǒu)差距,并沒有(yǒu)前面兩項差距那(nà)麽大,也是可以進行熔接的(de),但(dàn)在超聲波功率相(xiàng)同,能量擴大相(xiàng)同的(de)情況下(xià),相(xiàng)異的(de)塑料材質,絕對(duì)無法比相(xiàng)同材質的(de)熔接效果好(hǎo)。

